

Ordering custom plastic parts is not just a purchasing task. It is a manufacturing decision. A product team may start with a clean CAD file and a target price, but the real questions usually appear later: Can the part be molded without sink marks? Will the snap fit survive repeated assembly? Can the visible surface stay clean after the gate is added? Will the same dimensions hold after mass production starts?
In many projects, the problem does not start at the molding machine. It starts when the part is quoted before its function, material, tolerance, and molding risks are clear. Before ordering tooling or prototype molded plastic parts, product teams should slow down and check the part like a manufacturing engineer, not only like a buyer.
Start With What the Part Must Actually Do
The first question should not be “How much is the mold?” It should be “What does this part need to survive?”
A cosmetic housing, a load-bearing bracket, a snap-fit cover, a small gear, and a transparent lens may all be plastic parts, but they do not have the same risks. A housing may need a clean surface and controlled texture. A bracket needs stiffness and load resistance. A snap-fit cover needs flex without cracking. A gear needs wear behavior and dimensional stability. A lens may need clarity, low stress, and careful gate placement.
Before asking for a final quotation, product teams should mark the real priorities. Which surface is visible? Which dimensions affect assembly? Where will screws, clips, ribs, and bosses sit? Will the part see heat, UV, vibration, chemicals, or repeated handling? These details change the design review and the tooling plan.
I have seen parts fail not because the supplier could not mold plastic, but because nobody clearly defined what the part had to do before the plastic injection mold was designed.
A Good CAD Model Is Not Always a Good Molded Part
A CAD model can look neat and still be difficult to mold. Plastic does not care whether the model looks clean on screen. It flows, cools, shrinks, and sometimes moves in ways that surprise the product team.
Plastic injection molding has several common design traps. Thick sections may cause sink marks. Thin areas may create short shots. Sharp thickness changes may lead to warpage or flow hesitation. A surface that looks perfect in CAD may need a gate mark, ejector mark, or parting line in the real mold.
Before tooling begins, the part should be checked for:
- Wall thickness and sudden thickness changes
- Ribs that are too thick
- Bosses that may sink or crack
- Snap fits with enough flex and draft
- Draft angle for release from the mold
- Undercuts that may need sliders or lifters
- Gate location and cosmetic surfaces
- Ejector pin locations
- Shrinkage and tolerance risks
This is where DFM work becomes useful. The goal is not to make every plastic part easy. Some parts are naturally difficult. The goal is to find the difficult areas before steel is cut.
Give the Supplier Enough Information to Quote the Real Project
A STEP file is a start, not a full RFQ package. If a supplier receives only a 3D model, they must make assumptions about material, surface finish, tolerance, volume, inspection, and assembly. Different assumptions create different prices. That is why the lowest quote may not be comparing the same project.
For teams developing custom plastic parts, early engineering communication is usually more valuable than pushing every supplier for the lowest number. A clear RFQ helps the supplier quote the real work, not a guessed version of the job.
Useful information includes:
- 3D CAD files
- 2D drawings with key dimensions
- Material requirement or performance target
- Color, texture, and surface finish
- Estimated volume
- Assembly method
- Mating parts
- Testing requirements
- Inspection requirements
- Packaging or secondary processing needs
This does not mean every startup must have a perfect specification. Many early teams do not. But they should explain what is known, what is flexible, and what is still open. That saves time on both sides.
Material Choice Should Not Be a Last-Minute Decision
Material selection affects more than material cost. It affects strength, shrinkage, surface quality, mold temperature, drying, warpage, wear resistance, and long-term stability.
ABS is often a practical choice for housings because it molds well and gives a decent appearance. PC can provide better impact strength and heat resistance, but it needs proper drying and stress control. PP is useful when flexibility and chemical resistance matter, but its shrinkage can be harder to manage. POM is common for gears and moving parts, but dimensional control and processing conditions need attention. PMMA can look clear and glossy, but it is not the best answer for every impact-loaded part.
For precision plastic injection molding, the material cannot be chosen in isolation. Shrinkage, wall thickness, gate position, cooling layout, and process window all work together. A strong material can still produce a weak or unstable part if the mold design and processing plan are wrong.
A better question is not “Which plastic is best?” The better question is “Which plastic fits the function, appearance, tolerance, and production method?”
Understand What the Mold Really Controls
A mold is not only a steel cavity shaped like the part. It controls how resin enters, fills, cools, vents, packs, and releases. That is why tooling quality has such a large effect on injection molded parts.
A plastic injection mold may include gates, runners, cooling channels, vents, ejector pins, parting lines, sliders, lifters, inserts, texture, and polishing. Each feature makes a difference. A poor gate location can leave a visible mark. Weak venting can cause burns or short shots. Uneven cooling can cause warpage. Poor ejection design can damage the part surface.
A normal project usually moves through these steps:
- DFM review
- Mold design
- Mold manufacturing
- T1 sampling
- Mold correction
- Sample approval
- Mass production
The DFM stage is where the team still has room to change things without paying for mold correction later. A proper DFM analysis for injection molded parts should review wall thickness, draft angle, gate location, shrinkage risk, material behavior, ejection, assembly fit, and cosmetic requirements before tooling begins.
Do Not Treat Prototype Parts as Final Production Proof
Prototype molded plastic parts are useful, but they should be understood correctly. A prototype can prove the shape, fit, and basic function of a part. It may not prove that the part will behave the same way in production tooling.
A CNC prototype is machined from solid stock. It does not show gate marks, weld lines, molding shrinkage, or flow-related stress. A 3D printed part can help with early layout and assembly checks, but its layer structure and material behavior are different from molded plastic. A soft tooling sample can get closer, yet it may still differ from the final production mold in cooling, steel condition, and cycle stability.
A production molded sample tells a different story. It shows how the actual resin fills the actual cavity under injection molding conditions. It can reveal warpage, sink marks, flash, surface changes, assembly variation, and dimensional drift.
This is why prototype approval and production approval should not be treated as the same milestone. A prototype may answer “Does the concept work?” A production sample answers “Can we make this repeatedly?”
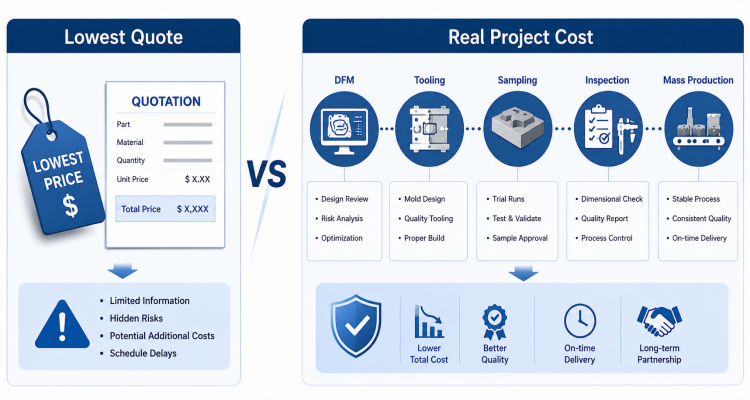
Look Beyond the Lowest Unit Price
The lowest quote is not always the lowest project cost. A cheap mold can become expensive if it needs repeated correction, produces unstable dimensions, delays sample approval, or causes quality disputes during mass production.
When reviewing plastic part manufacturing suppliers, buyers should look beyond unit price. A useful supplier should be able to explain molding risks, not just send back a number. They should understand DFM analysis, mold design, tooling, material behavior, sampling, inspection, and plastic injection molding production.
Before choosing a supplier, ask practical questions:
- Can they review the part before tooling?
- Can they explain likely molding risks?
- Do they design and build molds, or only broker the job?
- Can they support sampling and mold correction?
- Do they understand the selected material?
- Can they provide inspection reports?
- Can they support assembly, secondary processing, or packaging if needed?
This is not about finding a supplier who says yes to everything. That can be a warning sign. A better supplier will tell you where the risk is, what can be improved, and what trade-offs you are accepting.
Conclusion
Ordering custom plastic parts should not begin and end with price comparison. Product teams should check the part function, material choice, moldability, prototype plan, tooling strategy, supplier capability, and approval process before committing to production.
The move from prototype molded plastic parts to plastic injection molding production is a real manufacturing step. Early engineering review can reduce redesign, mold correction, sampling delays, and quality disputes. The best time to find a molding risk is before the mold is built, not after mass production is waiting.
For teams that need help moving from part review to tooling and mass production, HingTung Injection Molding Manufacturer can be a practical engineering partner for custom plastic parts projects.